مبدأنا الأساسي هو احترام التصميم الأصلي للعميل، مع الاستفادة من قدراتنا الإنتاجية لإنتاج لوحات دوائر مطبوعة (PCBs) مطابقة لمواصفاته. أي تعديلات على التصميم الأصلي تتطلب موافقة كتابية من العميل. عند استلام مهمة الإنتاج، يفحص مهندسو MI جميع الوثائق والمعلومات التي يقدمها العميل بدقة، ويحددون أي اختلافات بين بيانات العميل وقدراتنا الإنتاجية. من الضروري فهم أهداف تصميم العميل ومتطلبات الإنتاج لديه فهمًا كاملًا، مع ضمان وضوح جميع المتطلبات وقابليتها للتنفيذ.
يتضمن تحسين تصميم العميل عدة خطوات، مثل تصميم المكدس، وتعديل حجم الحفر، وتوسيع خطوط النحاس، وتكبير نافذة قناع اللحام، وتعديل الأحرف على النافذة، وتصميم المخطط. تُجرى هذه التعديلات لتتوافق مع احتياجات الإنتاج وبيانات التصميم الفعلية للعميل.
عملية إنتاج ثنائي الفينيل متعدد الكلور

غرفة الاجتماعات

المكتب العام
يمكن تقسيم عملية تصنيع لوحة الدوائر المطبوعة (PCB) بشكل عام إلى عدة خطوات، تتضمن كل منها تقنيات تصنيع متنوعة. تجدر الإشارة إلى أن العملية تختلف باختلاف بنية اللوحة. توضح الخطوات التالية العملية العامة للوحة الدوائر المطبوعة متعددة الطبقات:
1. القطع: يتضمن ذلك تقليم الأوراق لتحقيق أقصى استفادة منها.

مستودع المواد

آلات قطع البريبريج
2. إنتاج الطبقة الداخلية: هذه الخطوة تهدف في المقام الأول إلى إنشاء الدائرة الداخلية للوحة الدوائر المطبوعة.
- المعالجة المسبقة: تتضمن تنظيف سطح ركيزة PCB وإزالة أي ملوثات سطحية.
- التصفيح: هنا، يتم لصق فيلم جاف على سطح ركيزة PCB، وإعداده لنقل الصورة لاحقًا.
- التعرض: يتم تعريض الركيزة المطلية للضوء فوق البنفسجي باستخدام معدات متخصصة، والتي تنقل صورة الركيزة إلى الفيلم الجاف.
- يتم بعد ذلك تطوير الركيزة المكشوفة وحفرها وإزالة الفيلم، مما يكمل إنتاج لوحة الطبقة الداخلية.

آلة تخطيط الحواف

إل دي آي
3. الفحص الداخلي: هذه الخطوة مخصصة في المقام الأول لاختبار وإصلاح دوائر اللوحة.
- يتم استخدام المسح الضوئي البصري AOI لمقارنة صورة لوحة PCB مع بيانات لوحة عالية الجودة لتحديد العيوب مثل الفجوات والانبعاجات في صورة اللوحة. - يتم بعد ذلك إصلاح أي عيوب يتم اكتشافها بواسطة AOI من قبل الموظفين المعنيين.

آلة الترقق الأوتوماتيكية
4. الترقق: عملية دمج طبقات داخلية متعددة في لوحة واحدة.
- التسمير: تعمل هذه الخطوة على تعزيز الرابطة بين اللوحة والراتنج وتحسين قابلية سطح النحاس للبلل.
- التثبيت بالمسامير: يتضمن ذلك قطع مادة البولي بروبيلين إلى الحجم المناسب لدمج لوحة الطبقة الداخلية مع مادة البولي بروبيلين المقابلة.
- الضغط الحراري: يتم ضغط الطبقات بالحرارة وتجميدها في وحدة واحدة.

آلة الضغط الساخن الفراغي
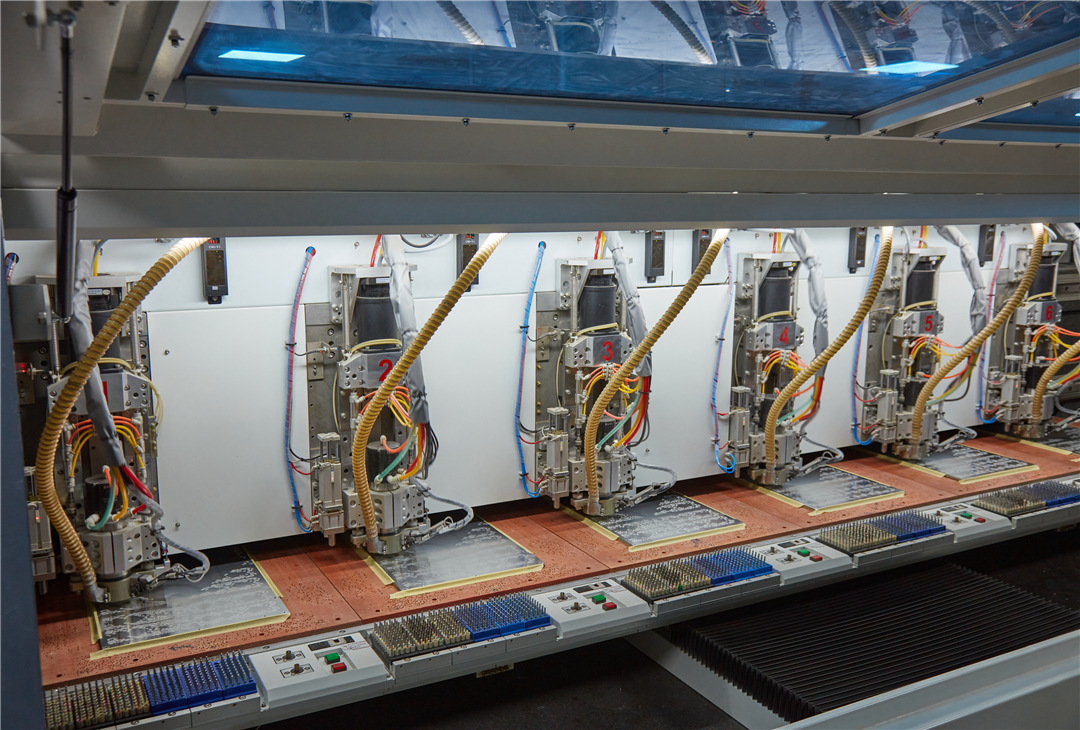
آلة الحفر

قسم الحفر
٥. الحفر: تُستخدم آلة حفر لإنشاء ثقوب بأقطار وأحجام مختلفة على اللوحة وفقًا لمواصفات العميل. تُسهّل هذه الثقوب عملية تركيب المكونات الإضافية لاحقًا، وتُساعد على تبديد الحرارة من اللوحة.

سلك نحاسي غاطس أوتوماتيكي

خط نمط الطلاء التلقائي

آلة النقش الفراغي
6. طلاء النحاس الأساسي: يتم طلاء الثقوب المحفورة على اللوحة بالنحاس لضمان التوصيل عبر جميع طبقات اللوحة.
- إزالة النتوءات: تتضمن هذه الخطوة إزالة النتوءات الموجودة على حواف فتحة اللوحة لمنع طلاء النحاس السيئ.
- إزالة الغراء: تتم إزالة أي بقايا غراء داخل الفتحة لتعزيز الالتصاق أثناء الحفر الدقيق.
- طلاء النحاس بالفتحة: هذه الخطوة تضمن التوصيل عبر جميع طبقات اللوحة وتزيد من سمك النحاس السطحي.

هيئة الاستثمار العربية

محاذاة CCD

مقاومة لحام الخبز
7. معالجة الطبقة الخارجية: هذه العملية مشابهة لعملية الطبقة الداخلية في الخطوة الأولى وهي مصممة لتسهيل إنشاء الدائرة اللاحقة.
- المعالجة المسبقة: يتم تنظيف سطح اللوحة من خلال التخليل والطحن والتجفيف لتعزيز التصاق الفيلم الجاف.
- التصفيح: يتم لصق فيلم جاف على سطح ركيزة PCB استعدادًا لنقل الصورة لاحقًا.
- التعرض: يؤدي التعرض للأشعة فوق البنفسجية إلى دخول الفيلم الجاف الموجود على اللوحة في حالة مبلمرة وغير مبلمرة.
- التطوير: يتم إذابة الفيلم الجاف غير المبلمر، مما يترك فجوة.

خط نفخ الرمل لقناع اللحام

طابعة الشاشة الحريرية

آلة هاسل
8. طلاء النحاس الثانوي، النقش، AOI
طلاء النحاس الثانوي: يُجرى الطلاء الكهربائي النمطي وتطبيق النحاس الكيميائي على مناطق الثقوب غير المغطاة بالفيلم الجاف. تتضمن هذه الخطوة أيضًا تحسين التوصيلية وسمك النحاس، يليه طلاء القصدير لحماية سلامة الخطوط والثقوب أثناء الحفر.
- الحفر: تتم إزالة النحاس الأساسي في منطقة تثبيت الفيلم الجاف الخارجي (الفيلم الرطب) من خلال عمليات تجريد الفيلم والحفر وتجريد القصدير، لإكمال الدائرة الخارجية.
- AOI الطبقة الخارجية: على غرار AOI الطبقة الداخلية، يتم استخدام المسح الضوئي AOI لتحديد المواقع المعيبة، والتي يتم إصلاحها بعد ذلك بواسطة الموظفين المعنيين.

اختبار الدبوس الطائر

قسم التوجيه 1
قسم المسار 2
9. تطبيق قناع اللحام: تتضمن هذه الخطوة تطبيق قناع لحام لحماية اللوحة ومنع الأكسدة والمشكلات الأخرى.
- المعالجة المسبقة: تخضع اللوحة للتخليل والغسيل بالموجات فوق الصوتية لإزالة الأكاسيد وزيادة خشونة سطح النحاس.
- الطباعة: يتم استخدام حبر مقاوم اللحام لتغطية مناطق لوحة PCB التي لا تتطلب اللحام، مما يوفر الحماية والعزل.
- الخبز المسبق: يتم تجفيف المذيب الموجود في حبر قناع اللحام، ويتم تقوية الحبر استعدادًا للتعرض.
- التعرض: يتم استخدام ضوء الأشعة فوق البنفسجية لعلاج حبر قناع اللحام، مما يؤدي إلى تكوين بوليمر جزيئي عالي من خلال البلمرة الحساسة للضوء.
- التطوير: تتم إزالة محلول كربونات الصوديوم في الحبر غير المبلمر.
- بعد الخبز: يصبح الحبر صلبًا تمامًا.

آلة القطع على شكل حرف V

اختبار أدوات التثبيت
10. طباعة النص: تتضمن هذه الخطوة طباعة النص على لوحة PCB للرجوع إليه بسهولة أثناء عمليات اللحام اللاحقة.
- التنظيف: يتم تنظيف سطح اللوحة لإزالة الأكسدة وتعزيز التصاق حبر الطباعة.
- طباعة النص: تتم طباعة النص المطلوب لتسهيل عمليات اللحام اللاحقة.

آلة الاختبار الإلكتروني الأوتوماتيكية
11. معالجة السطح: تخضع اللوحة النحاسية العارية لمعالجة السطح بناءً على متطلبات العميل (مثل ENIG، HASL، الفضة، القصدير، طلاء الذهب، OSP) لمنع الصدأ والأكسدة.
12. ملف تعريف اللوحة: يتم تشكيل اللوحة وفقًا لمتطلبات العميل، مما يسهل عملية ترقيع SMT والتجميع.

جهاز فحص AVI
13. الاختبار الكهربائي: يتم اختبار استمرارية دائرة اللوحة لتحديد ومنع أي دوائر مفتوحة أو قصيرة.
14. فحص الجودة النهائي (FQC): يتم إجراء فحص شامل بعد الانتهاء من جميع العمليات.

غسالة أوتوماتيكية للألواح

هيئة جودة التعليم

قسم التعبئة والتغليف
15. التعبئة والشحن: يتم تعبئة لوحات PCB المكتملة في فراغ، وتعبئتها للشحن، وتسليمها إلى العميل.